EL ACERO

El ACERO, como material indispensable de refuerzo en las construcciones, es una aleación de hierro y carbono, en proporciones variables, y pueden llegar hasta el 2% de carbono, con el fin de mejorar algunas de sus propiedades, puede contener también otros elementos. Una de sus características es admitir el temple, con lo que aumenta su dureza y su flexibilidad.
 En las décadas recientes, los ingenieros y arquitectos han estado pidiendo continuamente aceros cada vez más sofisticados, con propiedades de resistencia a la corrosión, aceros mas soldables y otros requisitos. La investigación llevada a cabo por la industria del acero durante este periodo ha conducido a la obtención de varios grupos de nuevos aceros que satisfacen muchos de los requisitos y existe ahora una amplia variedad cubierta gracias a las normas y especificaciones actuales.
En las décadas recientes, los ingenieros y arquitectos han estado pidiendo continuamente aceros cada vez más sofisticados, con propiedades de resistencia a la corrosión, aceros mas soldables y otros requisitos. La investigación llevada a cabo por la industria del acero durante este periodo ha conducido a la obtención de varios grupos de nuevos aceros que satisfacen muchos de los requisitos y existe ahora una amplia variedad cubierta gracias a las normas y especificaciones actuales.
Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución. Antes del tratamiento térmico, la mayoría de los aceros son una mezcla de tres sustancias, Ferrita, Perlita y Cementita.
La Ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en disolución.
La Cementita, es un compuesto de hierro con el 7% de carbono aproximadamente, es de gran dureza y muy quebradiza.
La Perlita es una mezcla de ferrita y cementita, con una composición específica y una estructura característica, sus propiedades físicas con intermedias entre las de sus dos componentes.
La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes, cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está por compuesto de perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita.
PROCESO DE FABRICACIÓN DEL ACERO
El proceso de fabricación se divide básicamente en dos fases: la fase de fusión y la fase de afino.
Fase de fusión
Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bóveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, haciéndose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada.
Fase de afino
El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara.
En el primer afino se analiza la composición del baño fundido y se procede a la eliminación de impurezas y elementos indeseables (silicio, manganeso, fósforo, etc.) y realizar un primer ajuste de la composición química por medio de la adición de ferroaleaciones que contienen los elementos necesarios (cromo, niquel, molibdeno, vanadio, titanio, etc.).
El acero obtenido se vacía en una cuchara de colada, revestida de material refractario, que hace la función de cuba de un segundo horno de afino en el que termina de ajustarse la composición del acero y de dársele la temperatura adecuada para la siguiente fase en el proceso de fabricación.
El control del proceso
Para obtener un acero de calidad el proceso debe controlarse en todas sus fases empezando, como ya se ha comentado, por un estricto control de las materias primas cargadas en el horno.
Durante el proceso se toman varias muestras del baño y de las escorias para comprobar la marcha del afino y poder ir ajustando la composición del acero. Para ello se utilizan técnicas instrumentales de análisis (espectómetros) que permiten obtener resultados en un corto espacio de tiempo, haciendo posible un control a tiempo real y la adopción de las correcciones precisas de forma casi instantánea, lográndose así la composición química deseada. Los dos elementos que más pueden influir en las características y propiedades del acero obtenido, el carbono y el azufre, se controlan de forma adicional mediante un aparato de combustión LECO. Pero además de la composición del baño y de la escoria, se controla de forma rigurosa la temperatura del baño, pues es la que determina las condiciones y la velocidad a la que se producen las distintas reacciones químicas durante el afino.
La colada continua es un procedimiento siderúrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar.
La artesa receptora tiene un orificio de fondo, por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales dispone de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento.
Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fría primero, y al aire después, cortándose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte.
Finalmente, se identifican todas las palanquillas con el número de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar la trazabilidad del producto, vigilándose la cuadratura de su sección, la sanidad interna, la ausencia de defectos externos y la longitud obtenida.
La laminación
 Las palanquillas no son utilizables directamente, debiendo transformarse en productos comerciales por medio de la laminación o forja en caliente.
Las palanquillas no son utilizables directamente, debiendo transformarse en productos comerciales por medio de la laminación o forja en caliente.
De forma simple, podríamos describir la laminación como un proceso en el que se hace pasar al semiproducto (palanquilla) entre dos rodillos o cilindros, que giran a la misma velocidad y en sentidos contrarios, reduciendo su sección transversal gracias a la presión ejercida por éstos. En este proceso se aprovecha la ductilidad del acero, es decir, su capacidad de deformarse, tanto mayor cuanto mayor es su temperatura. De ahí que la laminación en caliente se realice a temperaturas comprendidas entre 1.250 ºC, al inicio del proceso, y 800 ºC al final del mismo.



IMPUREZAS DEL ACERO
Se denomina impurezas a todos los elementos indeseables en la composición de los aceros. Se encuentran en los aceros y también en las fundiciones como consecuencia de que están presentes en los minerales o los combustibles. Se procura eliminarlas o reducir su contenido debido a que son perjudiciales para las propiedades de la aleación. En los casos en los que eliminarlas resulte imposible o sea demasiado costoso, se admite su presencia en cantidades mínimas.
Azufre
Límite máximo aproximado 0,04%. El azufre forma con el hierro sulfuro, el que conjuntamente con la austenita da lugar a un eutéctico cuyo punto de fusión es bajo y que por lo tanto aparece en bordes de grano. Cuando los lingotes de acero colado deben ser laminados en caliente, dicho eutéctico se encuentra en estado líquido, lo que provoca el desgranamiento del material
Fósforo
Límite máximo aproximado: 0,04%. El fósforo resulta perjudicial ya sea al disolverse en la ferrita, pues disminuye la ductilidad, como así también por formar PFe3 (Fosfuro de hierro). El fosfuro de hierro forma junto con la austenita y la cementita un eutéctico ternario denominado esteadita el cual es sumamente frágil y posee punto de fusión relativamente bajo, por lo cual aparece en bordes de grano, transmitiéndole al material su fragilidad.
PROCESO DE PRODUCCIÓN Y OBTENCIÓN DEL ACERO
El acero se fabrica partiendo de la fundición o hierro colado, éste es muy impuro, pues contiene excesiva cantidad de carbono, silicio, fósforo y azufre, elementos que perjudican considerablemente la resistencia del acero y reducen el campo de sus aplicaciones.
La fabricación verdadera del acero se inició hacia 1856, cuando se introdujo en la siderurgia el empleo del convertidor Bessemer, consistente en un recipiente de gran capacidad y de forma de pera, de paredes de hierro y fondo provisto de numerosos orificios, a través de los cuales se hacía llegar una potente corriente de aire, que removía con violencia la masa de hierro colado fundido que llenaba el convertidor.
Más modernos aún son los aceros eléctricos, obtenidos en hornos eléctricos, en éstos se afina el acero obtenido en los hornos Martín Siemens, y se le recarbura con carbono puro o aglomerados de limaduras de hierro y carbón vegetal. Las propiedades del acero se modifican con relativa facilidad, calentándolo a temperatura próxima a 1.000 °C y sumergiéndolo con rapidez en agua, aceite o mercurio fríos (temple) se aumenta su elasticidad; si, por el contrario, se le calienta a elevada temperatura y se le deja enfriar lentamente (recocido) se obtiene acero menos elástico pero más tenaz y resistente al choque.
El acero es una aleación de hierro y carbono, esto, es, un carburo de hierro, por eso no existe de él un tipo único; sus propiedades (tenacidad, elasticidad, etc.) varían según el contenido de carbono y la clase empleada en su fabricación (martensita, perlita, ferrita o hierro puro), también influye en él, el método seguido en su fabricación. Existen aceros duros, rápidos (resistentes a la lima), etc. El acero es de gran importancia a causa de las múltiples aplicaciones que recibe. Se pueden modificar sus propiedades aleándolo con otros metales; de este modo se obtienen los aceros especiales.
El acero líquido se elabora a partir del mineral (procedimiento de fundición) o de chatarras (procedimiento eléctrico).
A continuación, el acero líquido se solidifica por moldeo en una máquina de colada continua.
A la salida, se obtienen los SEMI-PRODUCTOS: barras de sección rectangular (desbastes) o cuadrada (tochos o palanquillas), que son las piezas en bruto de las formas finales.
Por último, las piezas en bruto se transforman en PRODUCTOS TERMINADOS mediante el laminado, y algunos de ellos se someten a tratamiento térmico. Más de la mitad de las planchas laminadas en caliente son relaminadas en frío y eventualmente reciben un revestimiento de protección anticorrosión.
MÉTODOS DE REFINAMIENTO
Los materiales básicos para la fabricación de lingotes de acero es material férrico coque y caliza. El coque se quema como un combustible para calentar el horno; cuando se quema el coque, este emite monóxido de carbono que se combina con los óxidos férricos, reduciéndolos a hierro metálico, esta es la reacción química básica en el horno de la explosión; tiene la ecuación: Fe2O3+3CO = 3CO2+2Fe.
Los lingotes de hierro ordinario son producidos por hornos de la explosión que contiene hierro aproximadamente en un 92%, carbono 3% o 4%, silicón 0.5% a 3%, manganeso 0.25% a 2.5%, fósforo 0.04% a 2%, y un rastro de azufre.
Un desarrollo importante en tecnología de horno de explosión, es el uso de hornos presurizados los cuales se introdujeron después de la segunda guerra mundial. Estos consisten en acumulación de gases, y luego su pronta liberación, pero además de eso esta técnica hace posible la mejor combustión del coque y rendimiento más alto del lingote de acero, además de ello el rendimiento aumenta en un 25%. También es indispensable para acelerar el proceso implementar al conjunto aire y oxigeno.
Cualquier escoria que pueda fluir del horno con el metal, se desnata fuera del horno, antes de que el fluido se introduzca en el recipiente.
En resumen el refinamiento consististe, el evacuar del acero a producir, todas las impurezas que puedan afectar a este. Se comienza con la evacuación de vapores o gases dañinos, y luego con las escorias, para así tener un acero de la calidad que uno desea.
ALEACIONES
Debido a que las aleaciones han venido ganando un gran campo de acción en la Ingeniería, podíamos conocer las propiedades que caracterizan a cada tipo de aleación. La resistencia no es la única característica que nos permite decidir si el elemento tendrá un desempeño óptimo. Un desempeño satisfactorio depende también de la densidad, la resistencia a la corrosión y los efectos de la temperatura, así como también de las propiedades eléctricas y magnéticas. Como ejemplo consideremos algunas partes para las cuales son especialmente apropiadas ciertas aleaciones.
Aleaciones de aluminio: partes de aviones (alta resistencia en la relación con su peso)
Aleaciones de magnesio: fundiciones para aviones (compite con el aluminio)
Aleaciones de cobre: alambres eléctricos (alta conductividad)
Aleaciones de níquel: partes para turbinas de gas (alta resistencia a temperaturas elevadas).
Encontramos que más del 95% en peso de los metales de ingeniería, utilizados en los Estados Unidos cada año son aleaciones basadas en aluminio, magnesio, cobre hierro y níquel. De hecho, más del 85% es de la familia basada en el hierro y, a pesar de que los porcentajes para las aleaciones de magnesio y níquel son pequeños, estas tienen gran importancia y sería conveniente conocer algunas de las características principales de algunos tipos de aleaciones.
ALEACIONES MARTENSITICAS
Contienen de 12 a 20% de cromo con cantidades controladas de carbono y otros aditivos. El tipo 410 es un miembro característico de este grupo. Esas aleaciones se pueden endurecer mediante el tratamiento térmico, con un aumento en la resistencia a la tracción de 550 a 1380 MPa (80000 a 200000 lbf / in2 ). La resistencia a la corrosión es inferior a la de los aceros inoxidables austeniticos y los aceros martensíticos se utilizan en general en ambientes ligeramente corrosivos (atmosférico, agua dulce y materiales orgánicos).
ALEACIONES INOXIDABLES VACIADAS
Se utilizan mucho en bombas, válvulas y accesorios. Esas aleaciones vaciadas se designan según el sistema de Alloy Casting lnstitute (ACI). Todas las aleaciones resistentes a la corrosión tienen la letra C más otra letra (A a N) que denota el contenido creciente de níquel. Los números indican el contenido máximo de carbono. Aunque se puede hacer una comparación aproximada entre los tipos ACl y Los AISI, las composiciones no son idénticas y los análisis no se pueden utilizar en forma intercambiable. Las técnicas de fundición requieren un rebalanceo de las composiciones químicas forjadas. Sin embargo, la resistencia a la corrosión no se ve afectada por esos cambios de composición.
Los miembros característicos de este grupo son CF- similar al acero inoxidable tipo 304; CF-8M, similar al tipo 316 CD-4M Cu, que tiene una resistencia mecánica al ácido nítrico, al sulfúrico y al fosfórico. Un acero PH usual que contiene 17% Cr, 7% Ni 1.1% Al tiene una resistencia elevada, buenas propiedades ante la fatiga y buena resistencia al desgaste. Un número elevado de estos aceros, con composiciones variables, se encuentran disponibles comercialmente. En forma esencial contienen cromo y níquel con agentes agregados de aleación como cobre, aluminio, berilio, molibdeno, nitrógeno y fósforo.
ALEACIONES MEDIAS
Un grupo de aleaciones en su mayor parte patentadas, con una resistencia ligeramente mejor a la corrosión que la de los aceros inoxidables se denominan aleaciones medias. Uno de los miembros más populares de este grupo es la aleación 20, producida por ciertas compañías con diversos nombres comerciales. La aleación 20 se desarrollo originalmente para satisfacer la necesidad de un material con una resistencia al ácido sulfúrico superior a la de los aceros inoxidables.
Estas aleaciones tienen una aplicación muy amplia en los sistemas de ácido sulfúrico. Debido a su alto contenido de níquel y molibdeno tienen mayor tolerancia a la contaminación por el ion cloruro que los aceros inoxidables estándares. El contenido de níquel disminuye el riesgo de fractura debido a la corrosión por esfuerzo. El molibdeno mejora la resistencia a la corrosión por grieta y a las picaduras.
ALEACIONES ALTAS
El grupo de materiales que se denominan aleaciones altas contienen porcentajes relativamente grandes de níquel. El Hastelloy B-2 contiene 61% Ni, y 28% Mo. Existen en la forma forjada y vaciada. El endurecimiento por trabajo presenta ciertas dificultades de fabricación y el maquinado es un poco más difícil que para el acero inoxidable del tipo 316. Se pueden utilizar métodos tradicionales de soldadura. La aleación tiene una resistencia desacostumbrada alta a todas las concentraciones de ácido clorhídrico.
El Coloriste 2 tiene 63% Ni y 32% Mol y se asemeja al Hastelloy B-2. Existe sólo en forma vaciada, principalmente en válvulas y bombas. Se trata de una aleación dura, muy resistente a los choques mecánicos y térmicos. Se puede labrar con herramientas de punta de carburo y soldar con técnicas de arco metálico.
ESTRUCTURA DEL ACERO
Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución en el hierro. Antes del tratamiento térmico, la mayor parte de los aceros son una mezcla de tres sustancias: ferrita, perlita y cementita. La ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en disolución. La cementita, un compuesto de hierro con el 7% de carbono aproximadamente, es de gran dureza y muy quebradiza. La perlita es una profunda mezcla de ferrita y cementita, con una composición específica y una estructura característica, y sus propiedades físicas son intermedias entre las de sus dos componentes.
La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes. Cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está por completo compuesto de perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita.
Al elevarse la temperatura del acero, la ferrita y la perlita se transforman en una forma alotrópica de aleación de hierro y carbono conocida como austenita, que tiene la propiedad de disolver todo el carbono libre presente en el metal. Si el acero se enfría despacio, la austenita vuelve a convertirse en ferrita y perlita, pero si el enfriamiento es repentino la austenita se convierte en martensita, una modificación alotrópica de gran dureza similar a la ferrita pero con carbono en solución sólida
TRATAMIENTO TÉRMICO DEL ACERO
El proceso básico para endurecer el acero mediante tratamiento térmico consiste en calentar el metal hasta una temperatura a la que se forma austenita, generalmente entre los 750 y 850 ºC, y después enfriarlo con rapidez sumergiéndolo en agua o aceite. Estos tratamientos de endurecimiento, que forman martensita, crean grandes tensiones internas en el metal, que se eliminan mediante el temple o el recocido, que consiste en volver a calentar el acero hasta una temperatura menor. El temple reduce la dureza y resistencia y aumenta la ductilidad y la tenacidad.
El objetivo fundamental del proceso de tratamiento térmico es controlar la cantidad, tamaño, forma y distribución de las partículas de cementita contenidas en la ferrita, que a su vez determinan las propiedades físicas del acero.
Hay muchas variaciones del proceso básico. Los ingenieros metalúrgicos han descubierto que el cambio de austenita a martensita se produce en la última fase del enfriamiento, y que la transformación se ve acompañada de un cambio de volumen que puede agrietar el metal si el enfriamiento es demasiado rápido.
Se han desarrollado tres procesos relativamente nuevos para evitar el agrietamiento. En el templado prolongado, el acero se retira del baño de enfriamiento cuando ha alcanzado la temperatura en la que empieza a formarse la martensita, y a continuación se enfría despacio en el aire. En el martemplado, el acero se retira del baño en el mismo momento que el templado prolongado y se coloca en un baño de temperatura constante hasta que alcanza una temperatura uniforme en toda su sección transversal. Después se deja enfriar el acero en aire a lo largo del rango de temperaturas de formación de la martensita, que en la mayoría de los aceros va desde unos 300 ºC hasta la temperatura ambiente. En el austemplado, el acero se enfría en un baño de metal o sal mantenido de forma constante a la temperatura en que se produce el cambio estructural deseado, y se conserva en ese baño hasta que el cambio es completo, antes de pasar al enfriado final.
Hay también otros métodos de tratamiento térmico para endurecer el acero. En la cementación, las superficies de las piezas de acero terminadas se endurecen al calentarlas con compuestos de carbono o nitrógeno. Estos compuestos reaccionan con el acero y aumentan su contenido de carbono o forman nitruros en su capa superficial.
En la carburización la pieza se calienta cuando se mantiene rodeada de carbón vegetal, coque o de gases de carbono como metano o monóxido de carbono. La cianurización consiste en endurecer el metal en un baño de sales de cianuro fundidas para formar carburos y nitruros. La nitrurización se emplea para endurecer aceros de composición especial mediante su calentamiento en amoníaco gaseoso para formar nitruros de aleación.
VENTAJAS Y DESVENTAJAS DEL ACERO COMO MATERIAL DE CONSTRUCCIÓN.
VENTAJAS DEL ACERO COMO MATERIAL ESTRUCTURAL
Alta resistencia._ La alta resistencia del acero por unidad de peso implica que será poco el peso de las estructuras, esto es de gran importancia en puentes de grandes claros.
Uniformidad._ Las propiedades del acero no cambian apreciablemente con el tiempo como es el caso de las estructuras de concreto reforzado.
Durabilidad._ Si el mantenimiento de las estructuras de acero es adecuado duraran indefinidamente.
Ductilidad._ La ductilidad es la propiedad que tiene un material de soportar grandes deformaciones sin fallar bajo altos esfuerzos de tensión. La naturaleza dúctil de los aceros estructurales comunes les permite fluir localmente, evitando así fallas prematuras.
Tenacidad._ Los aceros estructurales son tenaces, es decir, poseen resistencia y ductilidad. La propiedad de un material para absorber energía en grandes cantidades se denomina tenacidad.
Otras ventajas importantes del acero estructural son:
- Gran facilidad para unir diversos miembros por medio de varios tipos de conectores como son la soldadura, los tornillos y los remaches.
- Posibilidad de prefabricar los miembros de una estructura.
- Rapidez de montaje.
- Gran capacidad de laminarse y en gran cantidad de tamaños y formas.
- Resistencia a la fatiga.
- Posible rehuso después de desmontar una estructura.
DESVENTAJAS DEL ACERO COMO MATERIAL ESTRUCTURAL
Costo de mantenimiento._ La mayor parte de los aceros son susceptibles a la corrosión al estar expuestos al agua y al aire y, por consiguiente, deben pintarse periódicamente.
Costo de la protección contra el fuego._ Aunque algunos miembros estructurales son incombustibles, sus resistencias se reducen considerablemente durante los incendios.
Susceptibilidad al pandeo._ Entre más largos y esbeltos sean los miembros a compresión, mayor es el peligro de pandeo. Como se indico previamente, el acero tiene una alta resistencia por unidad de peso, pero al utilizarse como columnas no resulta muy económico ya que debe usarse bastante material, solo para hacer más rígidas las columnas contra el posible pandeo.
"El acero estructural puede laminarse en forma económica en una gran variedad de formas y tamaños sin cambios apreciables en sus propiedades físicas. Generalmente los miembros estructurales más convenientes son aquellos con grandes momentos de inercia en relación con sus áreas. Los perfiles I, T y L tienen esta propiedad".
CARACTERISTICAS DE LOS ACEROS
Tenemos tres aceros a elegir
- El acero al carbono que se empleará cuando trabajemos a temperaturas superiores de -28ºC,
- El acero inoxidable cuando trabajemos a temperaturas entre -28ºC y -45ºC
- El acero con una aleación de 3,5% de níquel que se empleará a temperaturas inferiores a -45ºC.
A continuación se expondrán las características de cada uno de estos aceros.
Aceros al carbono
Más del 90% de todos los aceros son aceros al carbono. Están formados principalmente por hierro y carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas.
Aceros inoxidables
Los aceros inoxidables contienen cromo, níquel y otros elementos de aleación, que los mantienen brillantes y resistentes al herrumbre y oxidación a pesar de la acción de la humedad o de ácidos y gases corrosivos. Algunos aceros inoxidables son muy duros; otros son muy resistentes y mantienen esa resistencia durante largos periodos a temperaturas extremas. Se emplea para las tuberías y tanques de refinerías de petróleo o plantas químicas, para los fuselajes de aviones o para cápsulas espaciales.
En la industria química y petroquímica, los aceros inoxidables ofrecen elevada resistencia a la corrosión y excelentes propiedades mecánicas así como un bajo costo de mantenimiento.
Los aceros inoxidables son más resistentes a la corrosión y a las manchas de los que son los aceros al carbono y de baja aleación. Este tipo de resistencia superior a la corrosión se produce por el agregado del elemento cromo a las aleaciones de hierro y carbono.
La mínima cantidad de cromo necesaria para conferir esta resistencia superior a la corrosión depende de los agentes de corrosión.
Las principales ventajas del acero inoxidable son:
- Alta resistencia a la corrosión.
- Alta resistencia mecánica.
- Apariencia y propiedades higiénicas.
- Resistencia a altas y bajas temperaturas.
- Buenas propiedades de soldabilidad, mecanizado, corte, doblado y plegado.
- Bajo costo de mantenimiento.
- Reciclable.
Como consecuencia de diferentes elementos agregados como níquel, cromo, molibdeno, titanio, niobio y otros, producen distintos tipos de acero inoxidable, cada uno con diferentes propiedades.
ACEROS DE BAJA ALEACIÓN Y ALTA RESISTENCIA
Existen un gran número de aceros de alta resistencia, y baja aleación cubiertos por las normas ASTM bajo varios números. Además de contener carbono y manganeso, la resistencia de estos aceros se debe a que se usan como elementos de aleación al columbio, vanadio, cromo, silicio, cobre, níquel y otros. Estos aceros tienen límites de fluencia tan bajos como 42,000 psi (2,940 kg/cm2) y tan altos como 65,000 psi (4,550 kg/cm2). Estos aceros tienen mucha mayor resistencia a la corrosión que los aceros simples al carbón. En este grupo se incluyen el A529, A242, A440, A441, A572 y A588.
ACEROS ALEADOS TÉRMICAMENTE TRATADOS PARA LA CONSTRUCCIÓN
Estos aceros contienen elementos de aleación en mayor cantidad que los de baja aleación y alta resistencia y además se tratan térmicamente (por revenido y templado), para obtener aceros tenaces y resistentes. Se enlistan en las normas ASTM con la designación A514 y tienen límites de fluencia de 90,000 a 100,000 psi (6,300 a 7,030 kg/cm2) dependiendo del espesor.
Se dice que existen por ahora más de 200 tipos de acero en el mercado cuyo límite de fluencia está por encima de los 36,000 psi. La industria del acero experimenta con tipos cuyos esfuerzos de fluencia varían de 200,000 a 300,000 psi y esto es sólo el principio. Muchos investigadores de la industria piensan que al final de la década de los 70 se tengan en disponibilidad aceros de 500,000psi de límite de fluencia. La fuerza teórica que liga o vincula átomos de hierro se ha estimado que está por encima de los 4000,000 psi.
Aun cuando el precio del acero se incrementa con el aumento de su límite de fluencia, este incremento no es linealmente proporcional y puede resultar económica la utilización de estos aceros, a pesar de su costo, si el uso de ellos se realiza diseñándolos a sus máximos esfuerzos permisibles, a máxima eficiencia, sobre todo en piezas de tensión o tirantes, en vigas con patines impedidos de pandeo, columnas cortas (o de baja relación de esbeltez). Otra aplicación de estos aceros es frecuente en la llamada construcción híbrida, en donde se usan dos o más aceros de diferentes resistencias, los más débiles se colocan en donde los esfuerzos son bajos y los más resistentes en donde los esfuerzos son mayores.
Otros factores que pueden conducir al uso de aceros de alta resistencia, son los siguientes:
- Superior resistencia a la corrosión.
- Posible ahorro en costo de flete, montaje y cimentación, por su menor peso.
- Uso de vigas poco aperaltadas (poca altura) que permiten entrepisos menores.
- Posible ahorro en materiales de recubrimiento incombustible, ya que pueden utilizarse miembros más pequeños.
El primer pensamiento de la mayoría de los ingenieros al elegir el tipo de acero, es el costo directo de los elementos. Una comparación de costo puede hacerse fácilmente, pero la economía por el grado de acero a usar no se puede obtener a menos que se involucren: el peso, las dimensiones, deflexiones. Costos de mantenimiento, fabricación, etc; hacer una comparación general exacta de los aceros es probablemente imposible la menos que se tenga un tipo específico de obra a considerar
CLASIFICACIÓN DEL ACERO
Los aceros se clasifican en cinco grupos principales:
- Aceros al carbono,
- Aceros aleados,
- Aceros de baja aleación ultra resistentes,
- Aceros inoxidables y aceros de herramientas.
ACEROS AL CARBONO
El 90% de los aceros son aceros al carbono. Estos aceros contienen una cantidad diversa de carbono, menos de un 1,65% de manganeso, un 0,6% de silicio y un 0,6% de cobre. Con este tipo de acero se fabrican maquinas, carrocerías de automóvil, estructuras de construcción, pasadores de pelo, etc.
Aceros Estructurales
El acero al carbono es el más común, barato y aplicable de los metales que se emplean en la industria. Tienen una ductilidad excelente, lo que permite que se utilice en muchas operaciones de formado en frío. El acero también se puede soldar con facilidad.
Los aceros de alta resistencia se utilizan mucho en proyectos de ingeniería civil. Los nuevos aceros, por lo general, los introducen sus fabricantes con marca registrada; pero un breve examen de sus composiciones, tratamiento térmico y propiedades suele permitir relacionarlos con otros materiales ya existentes.
En el mercado hay dos clases de aceros al carbono con tratamiento térmico para usos en la construcción. Los aceros al carbono con tratamiento térmico están disponibles bien en su condición estándar o enfriados y templados; su endurecimiento se logra a base del contenido de carbono. Los aceros de aleación con tratamiento térmico para construcción son aceros enfriados y templados que contienen cantidades moderadas de elementos de aleación además del carbono.
Para comprender el comportamiento de las estructuras de acero, es absolutamente esencial que el diseñador esté familiarizado con las propiedades del acero. Los diagramas esfuerzo - deformación presentan una parte valiosa de la información necesaria para entender cómo será el comportamiento del acero en una situación dada. No pueden ser desarrollados métodos de diseño satisfactorios a menos que se cuente con información disponible correspondiente a las relaciones esfuerzo -deformación del material a utilizarse.
Si una pieza laminada de acero estructural se somete a una fuerza de tensión, comenzará a alargarse. Si la fuerza de tensión se incrementa en forma constante, el alargamiento aumentará constantemente, dentro de ciertos límites. En otras palabras, el alargamiento se duplicará si, por ejemplo, el esfuerzo aumenta de 6,000 a 12,000 psi (libras por pulgada cuadrada) (de 420 a 840 kg/cm2). Cuando el esfuerzo de tensión alcanza un valor aproximadamente igual a la mitad del esfuerzo en la ruptura, el alargamiento empezará a incrementarse en una proporción mayor que el correspondiente incremento de esfuerzo.
El mayor esfuerzo para el cual tiene aplicación la Ley de Hooke, o el punto más alto sobre la porción de línea recta del diagrama esfuerzo-deformación, es el llamado límite de proporcionalidad. El mayor esfuerzo que puede soportar el material sin ser deformado permanentemente es llamado límite elástico. En realidad, este valor es medido en muy pocas ocasiones y, para la mayor parte de los materiales de ingeniería, incluyendo el acero estructural, es sinónimo de límite de proporcionalidad. Por tal motivo, algunas veces se usa el término límite elástico de proporcionalidad.
Al esfuerzo que corresponde un decisivo incremento en el alargamiento o deformación, sin el correspondiente incremento en esfuerzo, se conoce por límite de fluencia. Este es también el primer punto, sobre el diagrama esfuerzo-deformación, donde la tangente a la curva es horizontal. Probablemente el punto de fluencia es para el proyectista la propiedad más importante del acero, ya que los procedimientos para diseñar elásticamente están basados en dicho valor (con excepción de miembros sujetos a compresión, donde el pandeo puede ser un factor). Los esfuerzos permisibles usados en estos métodos son tomados usualmente como una fracción (%) del límite de fluencia. Más allá de tal límite, existe una zona en la cual ocurre un considerable incremento en la deformación, sin incremento en el esfuerzo. La deformación que ocurre antes del punto de fluencia, se conoce como deformación elástica; la deformación que ocurre después del punto de fluencia, sin incremento en el esfuerzo, se conoce como deformación plástica. El valor total de esta última, es usualmente de diez a quince veces el valor de la deformación elástica total.
Podría suponerse que la fluencia del acero, sin incremento de esfuerzo, es una seria desventaja, pero actualmente es considerada como una característica muy útil. A menudo ha desempeñado el admirable servicio de prevenir fallas debidas a omisiones o errores de diseño. Pudiera ser que un punto de la estructura de acero dúctil alcanzara el punto de fluencia, con lo que dicha parte de la estructura cedería localmente, sin incremento del esfuerzo, previniendo así una falla prematura. Esta ductilidad permite que los esfuerzos de la estructura de acero puedan reajustarse. Otro modo de describir este fenómeno es diciendo que los muy altos esfuerzos causados durante la fabricación, montaje o carga, tenderán a uniformarse y compensarse por sí mismos. También debe decirse que una estructura de acero tiene una reserva de deformación plástica que le permite resistir sobrecargas y choques súbitos.
Si no tuviera esa capacidad, podría romperse bruscamente, como sucede con el vidrio y otras sustancias semejantes.
Siguiendo a la deformación plástica, existe una zona donde es necesario un esfuerzo adicional para producir deformación adicional, que es llamada de endurecimiento por deformación (acritud). Esta porción del diagrama no es muy importante para el diseñador actual. Un diagrama esfuerzo-deformación para acero dulce estructural, que es bien conocido. Sólo se muestra la parte inicial de la curva por la gran deformación que ocurre antes de la falla. En la falla de los aceros dulces, las deformaciones totales son del orden de 150 a 200 veces las deformaciones elásticas. En realidad, la curva continuará hasta el esfuerzo correspondiente a la resistencia final y luego descenderá, "le saldrá cola", antes de la ruptura. Se presenta una aguda reducción (llamada "estrangulamiento", cuello o extricción), en la sección transversal del miembro, seguida de la ruptura.
La curva esfuerzo-deformación es una curva típica de un acero usual dúctil de grado estructural y se supone que es la misma para miembros en tensión o en compresión. (Los miembros en compresión deben ser cortos, ya que si son largos la compresión tiende a pandearlos lateralmente, y sus propiedades se ven afectadas grandemente por los momentos flexionantes.) La forma del diagrama varía con la velocidad de carga, el tipo de acero y la temperatura. Se muestra, con línea interrumpida, una variación del tipo mencionado, indicándose el límite superior de fluencia. Esta forma de la curva esfuerzo-deformación, es el resultado de aplicar rápidamente la carga al acero estructural laminado, en tanto que el límite inferior de fluencia corresponde a carga aplicada lentamente.
Una propiedad muy importante de una estructura que no haya sido cargada más allá de su punto de fluencia, es que recuperará su longitud original cuando se le retire la carga. Si se hubiere llevado más allá de este punto, sólo alcanzaría a recuperar parte de su dimensión original. Este conocimiento conduce a la posibilidad de probar una estructura existente mediante carga, descarga y medición de deflexiones. Sí después de que las cargas se han retirado, la estructura no recobra sus dimensiones originales, es por qué se ha visto sometida a esfuerzos mayores que su punto de fluencia.
El acero es un compuesto que consiste casi totalmente de hierro (normalmente más de 98%). Contiene también pequeñas cantidades de carbono, sílice, manganeso, azufre, fósforo y otros elementos. El carbono es el material que tiene mayor efecto en las propiedades del acero. La dureza y resistencia aumentan a medida que el porcentaje de carbono se eleva, pero desgraciadamente el acero resultante es más quebradizo y su soldabilidad disminuye considerablemente. Una menor cantidad de carbono hace al acero más suave y más dúctil pero también menos resistente. La adición de elementos tales como cromo, sílice y níquel produce aceros considerablemente más resistentes. Estos aceros, por lo tanto, son apreciablemente más costosos y a menudo no son fáciles de elaborar.
Un diagrama típico de esfuerzo-deformación para un acero frágil; Tal material muestra muy poca deformación permanente al fracturarse. Desgraciadamente, la baja ductibilidad o fragilidad es una propiedad asociada comúnmente con las altas resistencias de los aceros (aunque no necesariamente limitada a aceros de alta resistencia). Es de desearse el tener tanta resistencia, como ductibilidad en el acero, pero el diseñador habrá de decidir entre estos dos extremos o por un término medio conveniente. Un acero frágil puede fallar repentinamente por sobrecarga, o durante el montaje es posible la falla debido a impacto por golpes durante el proceso de erección o montaje.
En las estructuras de acero diseñadas en el pasado, y en la mayoría de las que actualmente se diseñan, se han usado y usan los llamados métodos de diseño elástico. El diseñador estima la "carga de trabajo", o cargas que la estructura posiblemente deba soportar, y dimensiona los miembros, sobre la base de ciertos esfuerzos permisibles. Estos esfuerzos permisibles son usualmente una fracción del esfuerzo en el límite de fluencia del acero. Aunque el término "diseño elástico" es utilizado comúnmente para describir este procedimiento, los términos diseño por esfuerzo permisible o diseño por esfuerzo de trabajo son en definitiva más apropiados. Muchas de las estipulaciones de las especificaciones para este método se basan realmente en el comportamiento plástico o en la capacidad última, más que en el comportamiento elástico.
La ductibilidad del acero ha sido usada como una reserva de resistencia, y la utilización de este hecho constituye la base de la teoría conocida como el diseño plástico. En este método las cargas de trabajo se estiman y multiplican por ciertos factores y los miembros se diseñan basándose en las resistencias a la falla o al colapso. Se usan también otros nombres para este método como son: diseño al límite o diseño a la falta o a la ruptura. Aunque sólo unos cuantos centenares de estructuras se han diseñado en el mundo por los métodos del diseño plástico, los profesionales se están moviendo decididamente en ese sentido. Esta tendencia se refleja particularmente en las últimas especificaciones de la AISC.
El ingeniero diseñador está bien enterado de que la mayor porción de la curva esfuerzo-deformación queda más allá del límite elástico del acero. Además, las pruebas realizadas durante años, han puesto en claro que los aceros dúctiles pueden resistir esfuerzos apreciablemente mayores que los correspondientes a su límite de fluencia, y que en casos de sobrecargas, las estructuras hiperestáticas tienen la propiedad, feliz de redistribuir las cargas debido a la ductilidad del acero. Teniendo en cuenta esta información, se han hecho recientemente muchas proposiciones de diseño plástico. Es indudable que en algunos tipos de estructuras, el diseño por plasticidad conduce a la utilización más económica del acero, que la que se logra con el diseño por elasticidad.
El acero estructural puede laminarse económicamente en una variedad de formas y tamaños sin un cambio apreciable de sus propiedades físicas. Normalmente los miembros más ventajosos son aquellos que tienen grandes módulos de sección en proporción con sus áreas de sus secciones transversales. Las formas I, T, y canal, tan comúnmente usadas pertenecen a esta clase.
Los perfiles de acero se identifican por la forma de su sección transversal, como ejemplos están los ángulos, tes., zetas, y placas. Es necesario por tanto establecer una clara distinción entre las vigas estándar americanas (vigas I ) y las vigas de patín ancho (vigas W), ya que ambas tienen sección en I. El lado interno de los patines de una viga W, puede ser paralelo al lado externo, o casi paralelo, con una pendiente máxima de 1:20, en la superficie interior dependiendo del fabricante.
ACEROS ALEADOS
Estos aceros están compuestos por una proporción determinada de vanadio, molibdeno y otros elementos; además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono. Estos aceros se emplean para fabricar engranajes, ejes, cuchillos, etc.
Aceros De Gran Resistencia
A este grupo de aceros de gran resistencia pertenecen una serie de aceros aleados, que se usan para la construcción de piezas de máquinas.
Aceros que pertenecen a este grupo.
En general, los aceros de este grupo tienen de 0,25 a 0,45 % de carbono, y como elementos de aleación se usan, principalmente, el cromo, el níquel y el molibdeno. En la actualidad se fabrican diversos tipos de aceros al níquel, al cromo-níquel, cromo-molibdeno, manganeso-molibdeno, cromo-níquel-molibdeno, etc. La suma de los elementos de aleación no suele pasar del 5 %. El uso de los aceros de gran resistencia se inició en los primeros años de nuestro siglo. En cambio, desde los años de la segunda guerra, se ha marcado una tendencia a emplear esos aceros ricos y clásicos sólo para los casos de mucha responsabilidad, y a emplear, en cambio, para la mayoría de las aplicaciones aceros de triple aleación y bajo contenido en elemento de aleación.
Aceros De Sedimentación
Reciben el nombre de aceros de cementación, un grupo de aceros de bajo contenido en carbono (variable generalmente de 0,50 a 0,25 %), que se utilizan para la fabricación de ciertas piezas de máquinas y motores al choque.
Principales Clases De Aceros De Cementación
Excepcionalmente cuando no interesa conseguir una gran tenacidad en el núcleo central se llegan a emplear, a veces, aceros hasta de 0,40 % de carbono. Los aceros de cementación, de acuerdo con los elementos de aleación que contienen, se pueden clasificar en tres grupos:
- 1. Aceros al carbono
- 2. Aceros de media aleación
- 3. Aceros de alta aleación.
Aceros de Nitruración.
El contenido en carbono de los aceros de nitruración 0,250 y 0,50 %. En la nitruración las mayores durezas se consiguen con los aceros que contienen 1% de aluminio aproximadamente. Con los aceros de 3 % de cromo. Para realizarse la nitruración a temperaturas muy próximas a los 500° los aceros de nitruración contienen porcentajes de molibdeno, variables de 0,20 a 1%.
Características Mecánicas.
La resistencia del núcleo central de las piezas nitruradas suelen variar de 75 a 130 kg/mm2, en algunas ocasiones hasta 150 kg/mm2. La dureza superficial es variable y depende de la composición. Las piezas nitruradas tienen una excepcinal resistencia a la fatiga con poca sensibilidad a la influencia de las entallas. Esto es debido a ciertos esfuerzos de comprensión que se desarrollan en la superficie de las piezas, como consecuencia del aumento de volumen que experimentan después de la nitruración.
Ventajas de la Nitruración.
Las propiedades más notables de las piezas nitruradas son:
Gran dureza.- Después de la nitruración, se consiguen durezas elevadísimas que no se obtienen por otros procedimientos de endurecimiento superficial. Cuando interesa que la capa dura sea de gran tenacidad, conviene utilizar aceros, que después de la nitruración queden con durezas relativamente bajas (650 a 850 Vickers), porque las capas nitruradas de máxima dureza tienen menor tenacidad.
Gran resistencia a la corrosión.- Los aceros, después de la nitruración, resisten mejor la acción corrosiva del agua dulce, agua salada, vapor o atmósfera húmeda que los aceros ordinarios, y por eso, este proceso es muy utilizado para las piezas que deben sufrir la acción de ciertos agentes corrosivos.
Ausencia de deformaciones.- Como en el tratamiento de nitruración no es necesario enfriar las piezas rápidamente desde alta temperatura en agua o aceite, se evitan los graves inconvenientes de los enfriamientos rápidos, que pueden dar origen a deformaciones importantes. Endurecimientos exclusivos de determinadas superficies de las piezas. Durante la nitruración se pueden proteger perfectamente las superficies de las piezas que no se desea endurecer.
Retención de las durezas a temperaturas elevadas.- Las capas nitruradas conservan gran dureza hasta los 500°, especialmente cuando la duración del calentamiento no es muy prolongada. Las diversas nitruradas mantienen a temperaturas elevadas durezas superiores a las que se consiguen con otros procedimientos de endurecimiento de la capa periférica, como la cementación, temple superficial, etc., ya que la capa dura obtenida por estos métodos, pierde dureza muy rápidamente a partir de los 220°.
PROPIEDADES MECÁNICAS DEL ACERO
- Resistencia al desgaste. Es la resistencia que ofrece un material a dejarse erosionar cuando está en contacto de fricción con otro material.
- Tenacidad. Es la capacidad que tiene un material de absorber energía sin producir Fisuras (resistencia al impacto).
- Maquinabilidad. Es la facilidad que posee un material de permitir el proceso de mecanizado por arranque de viruta.
- Dureza. Es la resistencia que ofrece un acero para dejarse penetrar. Se mide en unidades BRINELL (HB) ó unidades ROCKWEL C (HRC), mediante test del mismo nombre.
APLICACIONES DEL ACERO EN CONCRETO
Además de los aspectos funcionales y económicos especiales del concreto como material de construcción de puentes, ciertas propiedades mecánicas y físicas son importantes con respecto a la aplicación y el comportamiento del concreto. Las varillas para el refuerzo de estructuras de concreto reforzado, se fabrican en forma tal de cumplir con los requisitos de las siguientes especificaciones ASTM: A-615 "Varillas de Acero de Lingotes Corrugadas y Lisas Para Concreto Reforzado", A-616 "Varillas de Acero de Riel Relaminado Corrugadas y Lisas para Refuerzo de Concreto", o la A-617 "Varillas de Acero de Eje Corrugado y Lisas Para concreto Reforzado". Las varillas se pueden conseguir en diámetros nominales que van desde 3/8 de pulg. hasta 1 3/8 de pulg., con incrementos de 1/8 de pulg., y también en dos tamaños más grandes de más a menos 1 ¾ y 2 ¼ de pulg. Es importante que entre el acero de refuerzo exista adherencia suficientemente resistente entre los dos materiales. Esta adherencia proviene de la rugosidad natural de las corrugaciones poco espaciadas en la superficie de las varillas. Las varillas se pueden conseguir de diferentes resistencias. Los grados 40, 50 y 60 tienen resistencias mínimas especificadas para la fluencia de 276, 345 y 414 N/mm2 respectivamente. La tendencia actual es hacia el uso de varillas del grado 60.
¿Cómo afecta la corrosión al acero?
La corrosión del acero es un fenómeno natural que afecta a éste de una mayor o menor manera, en función de las condiciones de contorno en las que se encuentra. La existencia de humedad y de iones favorece los procesos de corrosión, por lo que éstos suelen ser más frecuentes e importantes en ambientes marinos.
Otro tipo de corrosión es la generalizada, en la que las barras de acero quedan recubiertas de una capa de óxido. Por lo general esta capa no suele ser perjudicial para la adherencia del acero con el hormigón. Lo único que hay que comprobar es que no se haya producido una pérdida de sección, para lo cual el procedimiento prescrito es cepillar enérgicamente con un cepillo metálico, de forma que se desprenda todo el óxido no adherente, y después comprobar que el peso de la barra no ha experimentado una merma superior al 1 %.
A medida que avanza la corrosión se produce una disminución de la sección resistente de las armaduras, empeorando las características del acero de las siguientes formas:
- Aumenta la deformación de las vigas bajo cargas de servicio y disminuye su capacidad resistente última.
- Modifica el tipo de rotura, por ejemplo muchas vigas que deberían romper a momento flector rompen a cortante.
Así mismo, si el acero está embebido en el hormigón su corrosión produce la aparición de óxidos cuyo volumen es mucho mayor que el material de partida. Este aumento de volumen produce la aparición de presiones en el interior del hormigón que, en casos extremos, pueden hacer saltar la capa de recubrimiento, y en casos más normales producir la aparición de fisuras que faciliten la entrada de agentes agresivos y, por lo tanto, aceleran los procesos de oxidación en curso.
¿En qué norma UNE están recogidos los aceros dúctiles?
Los aceros dúctiles, que son los clasificados con las letras "SD" (B 400 SD y B 500 SD) vienen definidos en la norma UNE 36065.
¿Qué ventajas tienen los aceros dúctiles?
La ductilidad es una característica que aumenta las condiciones de seguridad de la estructura en situaciones de carácter extraordinario o de difícil cuantificación, como por ejemplo, las sísmicas, los impactos o las explosiones. Esto es así debido a la gran capacidad del acero dúctil para absorber grandes cantidades de energía mediante su amplia deformación.
También juega un papel fundamental en procesos de redistribución de esfuerzos y en el cálculo plástico, como en las estructuras hiperestáticas.
En todas las estructuras los aceros dúctiles tienen la gran ventaja de, que además de ser aceros soldables, en la rama plástica tienen grandes deformaciones para pequeños aumentos de la carga, lo que les proporciona una capacidad de aviso muy valiosa.
¿Qué elementos tiene una barra de acero en su superficie?
Las barras de acero tienen en su superficie las corrugas y las aletas.
Las corrugas son estrías, resaltos o nervaduras distribuidas de manera discontinua a lo largo de la longitud de la barra. Son de forma parabólica tanto en sección transversal como longitudinal, presentan una cierta inclinación respecto al eje longitudinal de la barra y vienen caracterizadas por los siguientes parámetros: su altura máxima (a), inclinación (b) y separación entre ellas (c).
Las aletas son dos elementos rectilíneos, diametralmente opuestos, de sección cuadrada que dividen longitudinalmente la barra en 2 sectores. Están caracterizados por la altura de la aleta (a1).
No siempre existen aletas en las barras corrugadas, como es el caso de las secciones laminadas con cuatro caras, en lugar de dos.
La parte de la barra que no es ni corrugas ni aletas se denomina núcleo, y es sobre el núcleo donde se realizará la comprobación del diámetro.
¿Cómo se designan los aceros para hormigón?
Los aceros utilizados como armaduras para hormigón tienen las siguientes nomenclaturas:
El símbolo del diámetro (Ø) seguido del valor nominal de éste, en mm, la letra "B" que indica que es un acero para hormigón, seguida del valor del límite elástico convencional (carga a la que se produce una deformación permanente porcentual del 0,2%), en N/mm2 , seguido de la letra "S", si se trata de acero soldable, ó de las letras "SD" si además de soldable el acero tiene características especiales de ductilidad.
Ejemplo: Ø 16 B 500 SD
¿Qué clases de acero existen para armar el hormigón?
La Instrucción EHE contempla, en su Artículo 31 "Armaduras Pasivas" los tres tipos de acero que pueden utilizarse en el armado del hormigón:
- Aceros estirados en frío, B 500 T, utilizados como alambres en mallas electrosoldadas. Se trata de aceros no dúctiles.
- Aceros soldables, B 400 S y B 500 S, de ductilidad normal.
- Aceros soldables con características especiales de ductilidad (B 400 SD y B 500 SD), especialmente indicados para diseño sísmico.
¿Cómo se identifica a simple vista el tipo de acero?
El tipo de acero puede diferenciarse a simple vista observando la inclinación y la separación de las corrugas.
Los aceros soldables, tipo S; presentan disposiciones de corrugas diferentes en cada uno de los dos sectores en los que se divide la barra. Además, para distinguir dentro de ellos su calidad (400 ó 500), se juega con el número de familias de corrugas existentes en cada cara.
 A continuación se describen las características de los distintos aceros del tipo S.
A continuación se describen las características de los distintos aceros del tipo S.
En el acero B 400 S existe una única familia de corrugas en cada cara. La inclinación de las corrugas en ambas familias es similar, mientras que la separación entre ellas es diferente.
 En el acero B 500 S existe una clara diferencia entre las dos caras de la barra. Una de ellas tiene una única familia de corrugas, mientras que en la otra presenta dos familias, que tienen distinta inclinación pero igual separación.
En el acero B 500 S existe una clara diferencia entre las dos caras de la barra. Una de ellas tiene una única familia de corrugas, mientras que en la otra presenta dos familias, que tienen distinta inclinación pero igual separación. La geometría de los aceros con características especiales de ductilidad, tipo SD, se caracteriza porque la disposición de las corrugas es igual en los dos sectores en los que se divide la barra.
La geometría de los aceros con características especiales de ductilidad, tipo SD, se caracteriza porque la disposición de las corrugas es igual en los dos sectores en los que se divide la barra.
Además, la diferenciación entre clases resistentes (400 ó 500) es muy sencilla, y se reduce a identificar si en cada cara existe una única familia de corrugas (calidad 400), o dos familias de corrugas (calidad 500).
En el acero B 400 SD, en ambos sectores de la barra existe una familia de corrugas que presentan la misma separación e inclinación.
 En el acero B 500 SD, en ambos sectores de la barra existen dos familias de corrugas con la misma separación pero con diferente inclinación.
En el acero B 500 SD, en ambos sectores de la barra existen dos familias de corrugas con la misma separación pero con diferente inclinación.
¿Cómo se identifica el país de origen y el fabricante?
La identificación del país de origen y del fabricante se realiza a través de un sencillo código numérico formado por dos cifras. La primera identifica al país (por ejemplo, España y Portugal se identifican mediante la cifra 7), mientras que la segunda identifica al fabricante.
La forma de incluir estas cifras en las barras corrugadas es muy sencilla. Consiste en localizar en uno de los sectores de la barra una serie de corrugas regruesadas que destacan sobre las demás.
El sentido de lectura es siempres de izquierda a derecha. Para saber dónde comienza la corruga es preciso buscar el "inicio de lectura, deben contarse el número de corrugas existentes, lo que nos dará la cifra correspondiente al el país de origen. A continuación, deberemos seguir contando corrugas obteniendo así la cifra correspondiente al fabricante.
Para la identificación del fabricante puede darse el caso de que entre dos corrugas gruesas exista una o dos finas, continuando con un número de finas indefinido hasta otra gruesa, en este caso las finas (sólo 1 ó 2) entre las dos gruesas contarán como diez cada una sumando como unidades el resto de las finas, hasta acabar la lectura en una gruesa.
ENSAYOS MECANICOS DE ACERO
Los ensayos mecánicos caracterizan la capacidad de los materiales de reaccionar a la deformación o rotura por solicitación de acciones externas. Caracterizaremos 3 tipos:
Alargamiento de rotura dr = L1 - L0 / L0 x 100
Estricción de rotura er = F0 - F1 / F0 x 100
L0 y F0 = dimensiones iniciales.
L1 y F1 = dimensiones después de la rotura.
La relación f = P / F0 nos indica los valores tensionales en los puntos relevantes del diagrama.
La capacidad del material de oponerse a su deformación por acciones externas se denomina módulo de elasticidad y se representa por la letra E. Su valor es el del ángulo (a) que forma la gráfica en su período elástico con el eje de los alargamientos y se expresa en kg/cm2. Cada material tiene un valor determinado de E que lo caracteriza.
En este tipo de acero se observa aún cierta distorsión de la gráfica en la etapa última del período lineal con la aparición del escalón de plasticidad en el cual se ubica el límite elástico aparente (fy). La tensión de rotura (fs) se produce con una menor deformación que la exhibida en los aceros ordinarios como también sucede en la rotura física del material ( tensión última).
El número de dureza (N) está dado por la relación entre la huella producida y el diámetro original de la esfera. N = d / D
P = carga preliminar P1 = carga fundamental
El número de dureza corresponde a la diferencia entre la profundidad de penetración de ambas. N = P1 - P
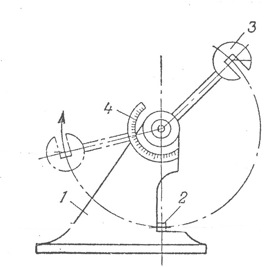
Péndulo de Charpy.
1. Bancada
2. Probeta
3. Péndulo
4. Escala
Permite conocer la resistencia del material a la rotura por impacto. Se realiza a través del Péndulo de Charpy, que mide la energía gastada en el ensayo. La masa Q cae desde la altura H, rompiendo la probeta en su entalladura (F) y siguiendo su ascenso hasta una altura (h).
El valor de la energía gastada A = Q.H - Q.h ----- A = Q. (H - h)
La risilencia Rk = Q. ( H - h ) / F = kgm / cm2 ----- Rk = A / f
En materiales frágiles el valor Rk es pequeño.
En materiales deformables el valor Rk es alto.
Este fenómeno denominado Histéresis produce la rotura de la pieza por fatiga (acumulación de esfuerzo de la misma). Se ejecuta mediante rotación de la probeta ( 5.000.000 de ciclos).
Consiste en la deformación gradual de tamaño y forma con esfuerzos generalmente bajos. Se realiza por calentamiento de la probeta y aplicando cargas.
- estáticos (aplicación lenta y gradual de la carga)
- dinámicos (aplicación por golpe)
- periódica (variable en magnitud y dirección
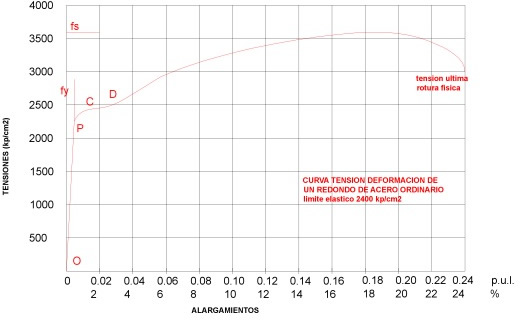
1. Ensayos de tracción (estáticos)
Aceros ordinarios
Mide la tenacidad y plasticidad del material. Consiste en el estiramiento de una probeta normalizado mediante carga axil y conjuntamente se va dibujando una gráfica llamada diagrama de tensiones. Se destacan en el ensayo para barra lisa y acero ordinario tres etapas definidas:- límite de proporcionalidad (comportamiento elástico)
- límite de fluencia (cedencia)
- límite de tenacidad (estricción y rotura).
Alargamiento de rotura dr = L1 - L0 / L0 x 100
Estricción de rotura er = F0 - F1 / F0 x 100
L0 y F0 = dimensiones iniciales.
L1 y F1 = dimensiones después de la rotura.
La relación f = P / F0 nos indica los valores tensionales en los puntos relevantes del diagrama.
La capacidad del material de oponerse a su deformación por acciones externas se denomina módulo de elasticidad y se representa por la letra E. Su valor es el del ángulo (a) que forma la gráfica en su período elástico con el eje de los alargamientos y se expresa en kg/cm2. Cada material tiene un valor determinado de E que lo caracteriza.
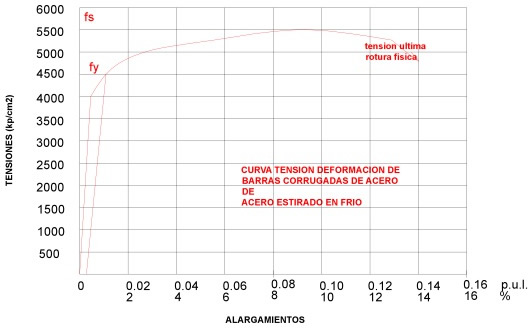
Aceros de alta resistencia
Consiste en procedimientos destinados a la elevación del límite elástico.
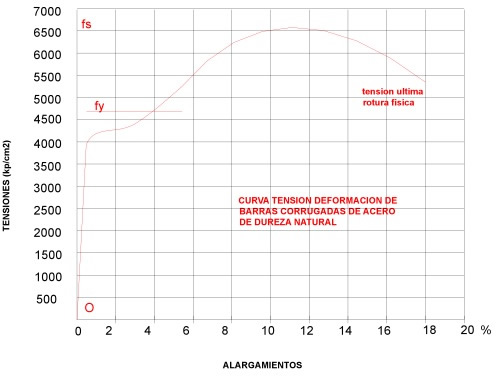 a) Aceros de dureza natural
a) Aceros de dureza natural
En este tipo de acero se observa aún cierta distorsión de la gráfica en la etapa última del período lineal con la aparición del escalón de plasticidad en el cual se ubica el límite elástico aparente (fy). La tensión de rotura (fs) se produce con una menor deformación que la exhibida en los aceros ordinarios como también sucede en la rotura física del material ( tensión última). b) Aceros endurecidos en frío
En este ensayo también se observa la disminución de las propiedades de alargamiento como asimismo la pérdida del escalón de plasticidad, lo cual lleva al diagrama a presentar un recorrido curvilíneo. El límite elástico aparente en este caso pasa a ser un límite elástico convencional (fy) obtenido a partir del punto de deformación remanente propio del proceso de producción.2. Ensayo de dureza (estatico):
Este ensayo mide la capacidad del material de resistir la penetración.DUREZA BRINELL
Consiste en la huella (d) que produce sobre la probeta de ensayo una esfera de acero templado de diámetro normalizado (D) accionada por prensa hidráulica.El número de dureza (N) está dado por la relación entre la huella producida y el diámetro original de la esfera. N = d / D
DUREZA ROCKWELL
Consiste en la penetración de una esfera (material blando) o cono de diamante (material duro) a través de una carga en dos etapas sucesivas.P = carga preliminar P1 = carga fundamental
El número de dureza corresponde a la diferencia entre la profundidad de penetración de ambas. N = P1 - P
DUREZA VICKERS
Se usa para medir profundidad de recubrimientos de capas exteriores o piezas de sección pequeña. Los valores son de lectura microscópica, no siendo aplicables en materiales de construcción.
 3. Ensayo de resiliencia (dinamico)
3. Ensayo de resiliencia (dinamico)
Péndulo de Charpy.
1. Bancada
2. Probeta
3. Péndulo
4. Escala
Permite conocer la resistencia del material a la rotura por impacto. Se realiza a través del Péndulo de Charpy, que mide la energía gastada en el ensayo. La masa Q cae desde la altura H, rompiendo la probeta en su entalladura (F) y siguiendo su ascenso hasta una altura (h).
El valor de la energía gastada A = Q.H - Q.h ----- A = Q. (H - h)
La risilencia Rk = Q. ( H - h ) / F = kgm / cm2 ----- Rk = A / f
En materiales frágiles el valor Rk es pequeño.
En materiales deformables el valor Rk es alto.
4. Ensayo de fatiga (periodico):
Las acciones actuantes sobre el material adoptan cíclicamente valores extremos, lo que va determinando en el período elástico acumulación de deformaciones residuales por aplicación de cargas previa recuperación elástica.Este fenómeno denominado Histéresis produce la rotura de la pieza por fatiga (acumulación de esfuerzo de la misma). Se ejecuta mediante rotación de la probeta ( 5.000.000 de ciclos).
 5. Ensayo de fluencia:
5. Ensayo de fluencia:
Consiste en la deformación gradual de tamaño y forma con esfuerzos generalmente bajos. Se realiza por calentamiento de la probeta y aplicando cargas.EL PROCESO SIDERÚRGICO
Se denomina proceso siderúrgico, a la serie de pasos consecutivos que nos transformarán una materia prima como el mineral del hierro, y el carbón de coque, hasta un producto final como el acero.
El hierro con el carbón, se quema en los altos hornos, para que se cree el acero:
Un alto horno, es lo que se muestra a continuación.
El hierro con el carbón, se quema en los altos hornos, para que se cree el acero:
Un alto horno, es lo que se muestra a continuación.
No hay comentarios:
Publicar un comentario